热线:小成:13918057117
热线:小成:13918057117
产品分类
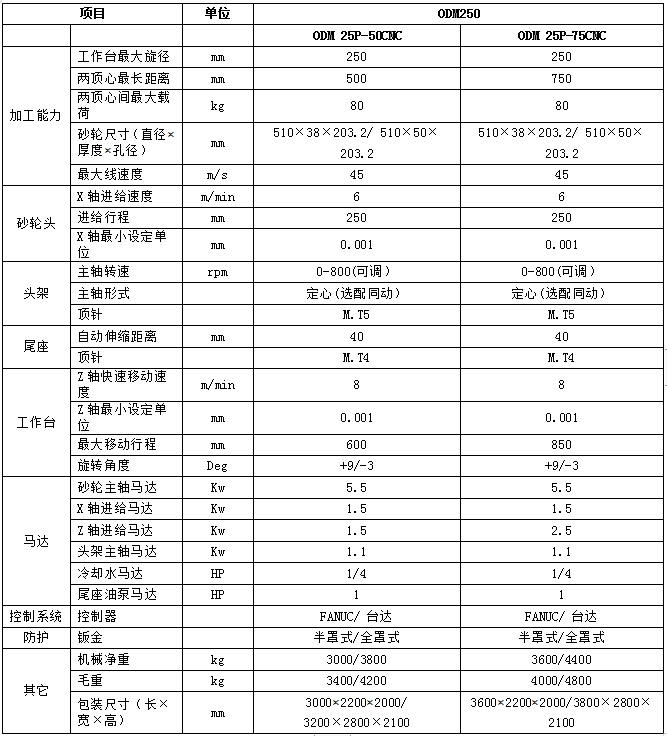
PRODUCT CLASSIFICATIONODM 25P-50CNC优德88中文版
更新时间:2023-11-24
浏览次数:5190
优德88中文版是一种用于加工旋转工件的专用机床,其主要功能是在工件表面上进行精密研磨和修整,以实现优德88中文版、高质量的工件加工。该设备通常采用优德88中文版滚动轴承来支撑工件,并通过控制磨削头和工件的相对运动来实现精密加工。

本体及主要构件
本体及主要构件采用高级铸铁FC-30铸成,经人工回火处理及自然时效处理后一次装夹加工,精密尺寸可达微米级,
确保本体及构件材质稳定耐磨耗,关键尺寸优德88中文版。
本体箱型结构,充分考虑防护及刚性需要。导轨研磨后经过人工铲花工艺,以获得优异的直线运动精度。
X轴砂轮滑台进给机构
X轴砂轮滑台采用最佳跨距设计,充分考虑重切削时轨道的承载。 进给采用C1级滚珠丝杆配合伺服马达,可选配海德汉光栅做闭环控制,
实现优异的重复定位精度和进给精度。
Z轴工作滑台进给机构
Z轴工作滑台采用超大尺寸一V一平轨道,配合专利设计的上供油全包覆轨道,工作台运动过程中油膜均匀稳定。 进给采用C3级滚珠丝杆配合伺服马达,
可选配海德汉光栅做闭环控制,实现优异的重复定位精度和进给精度。 并可与X轴两轴联动,实行各种研磨程式。
砂轮主轴
外圆磨床随机标准砂轮主轴采用FAG轴承总成式机械主轴。免供油总成式主轴采用多组轴承组合设计,具有优德88中文版高刚性 ,采用油脂润滑维护方便。
静压主轴(选配)
重切型外圆磨床选配静压主轴,静压主轴为富信成院士工作站设计研发产品。静压轴承工作压力25兆帕,主轴悬浮于静压轴承油膜中,
实现高精密高刚性高转速低摩擦力。采用高压油膜承载重负荷重切削,可有效降低主轴磨耗并保持主轴运转精度。搭载砂轮最宽可达200MM,
具备一次成型研磨多个台阶能力。
工作头架
工作头架标配为定心头架。可选配同动头架主轴功能,实现顶磨和卡磨快速互换。
头架设计可旋转一定角度,方便各种研磨模式,头架主轴采用伺服马达驱动,提供可变且稳定的头架主轴转速。
工作头架主轴采用总成式轴套一体设计,前后端选用FAG P4级斜角轴承支撑,避免主轴座变形等因素影响头架精度寿命.
配合特别零件自动化加工需求,头架可选配准停功能 。
静压头架
根据客户研磨工件特别需要,头架主轴可选配静压头架主轴。
静压头架为富信成院士工作站研发设计,采用静压轴承结构,径向轴向承载力均大大高于轴承式头架主轴,适合大型重型零件加工。
静压头架可采用同动和定心两种研磨方式 ,实现顶磨和卡磨快速互换。
静压头架设计可旋转一定角度,方便各种研磨模式,头架主轴采用伺服马达驱动,提供可变且稳定的头架主轴转速。
配合特别零件自动化加工需求,头架可选配准停功能 。
工作尾座主轴
尾座设计为密集滚珠套筒结构,有良好的刚性和精度,顶尖压力可由旋钮调整弹簧力,各种选配结构可满足不同研磨工艺需求。
选配油压尾座可使工件装卸更轻松方便,并可搭配机械手实现自动加工;
选配调锥尾座可方便更换工件做锥度微调;
选配气浮尾座方便大型号尾座移动并可减少尾座频繁移动对滑板损伤;
选配大行程滑筒尾座方便大顶尖孔工件装卸;
选配双层尾座方便工件长短差异不大的多品种快速换型;
双驱尾架(选配)
双驱尾架采用不需要拨爪或卡盘的头尾架两侧顶尖驱动方式加工,能实现一次装夹研磨工件全部部位。
双驱尾架选用FAG P4级斜角轴承多轴承组合结构,旋转精度≤0.001mm。 尾架由伺服电机驱动,将接收头架信号从动旋转,自动调整尾架转速,确保尾架旋转的精度和稳定性
数控系统及App
数控外圆磨床选用CNC控制系统,运用精密滚珠丝杆配合伺服马达做数值控制。可根据研磨工艺实现自动进给, 自动修砂,自动补偿。大大提高了各种研磨模式的加工能力,
减少人工操作的难度。 多种自动上下料、自动检测方案可供搭配选择,实现高精密零件全自动加工生产。
富信成专业开发的外圆磨床磨削App2.0版,搭配CNC控制系统,提供对话式操作界面,多种研磨方式选择。只需做简单的数据输入即可完成各项设定,操作简单方便。


Copyright @ 富信成机械 All rights reserved. 技术支撑:机床商务网 谷歌Sitemap 备案号:浙ICP备15039230号-6
